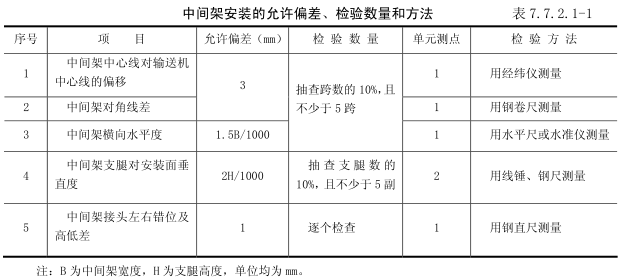
7. 7. 2. 1. 1 中间架安装的允许偏差、 检验数量和方法应符合表 7. 7. 2. 1-1 的规定。
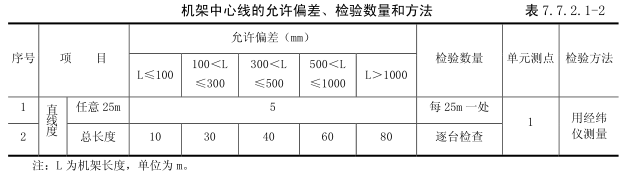
7. 7. 2. 1. 2 机架中心线的允许偏差、 检验数量和方法应符合表 7. 7. 2. 1-2 的规定。
7. 7. 2. 1. 3 机内 带式输送机机架安装的允许偏差、 检验数量和方法应符合表7. 7. 2. 1-3 的规定。

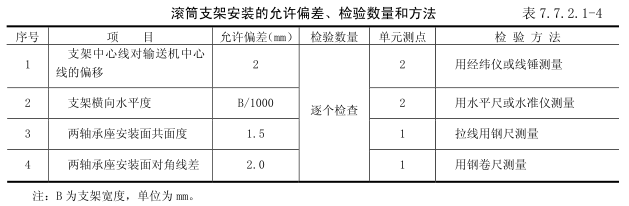
7. 7. 2. 1. 4 滚筒支架安装的允许偏差、 检验数量和方法应符合表 7. 7. 2. 1-4 的规定。
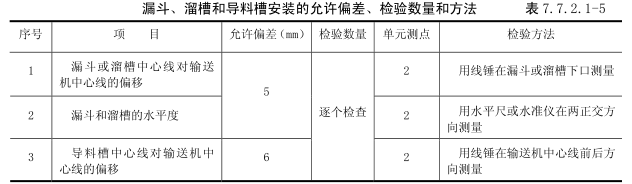
7. 7. 2. 1. 5 漏斗、 溜槽和导料槽安装的允许偏差、 检验数量和方法应符合表7. 7. 2. 1-5 的规定。
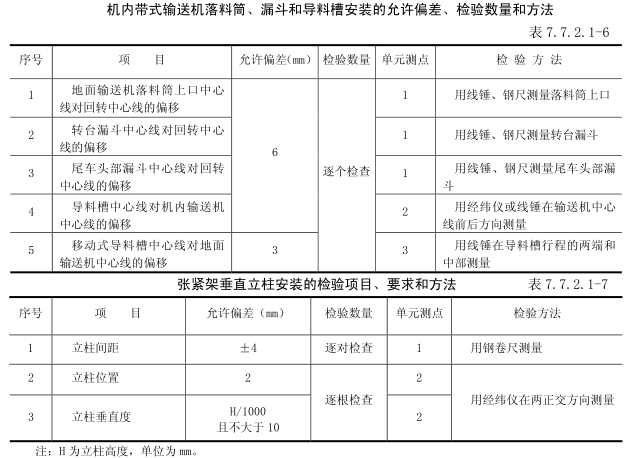
7. 7. 2. 1. 6 机内带式输送机落料筒、 漏斗和导料槽安装的允许偏差、 检验数量和方法应符合表 7. 7. 2. 1-6 的规定。
7. 7. 2. 1. 7 张紧架垂直立柱安装的允许偏差、 检验数量和方法应符合表 7. 7. 2. 1-7的规定。
7. 7. 2. 2 驱动装置的安装质量应满足设计要求。
检验数量: 施工单位全部检查。
检验方法:检查施工记录并观察检查。
7. 7. 2. 3 滚筒的安装质量应符合下列规定。
7. 7. 2. 3. 1 滚筒人字型沟槽方向应与胶带运行方向一致。
检验数量: 施工单位全部检查。
检验方法: 观察检查。
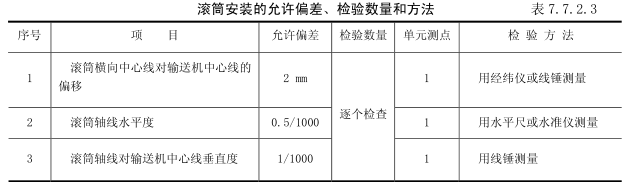
7. 7. 2. 3. 2 滚筒安装的允许偏差、 检验数量和方法应符合表 7. 7. 2. 3 的规定。
7. 7. 2. 4 托辊组和压辊组安装的质量应符合下列规定。
7. 7. 2. 4. 1 托辊组和压辊组的型号、 规格、 安装位置和方向应满足设计要求。
检验数量: 施工单位全部检查。
检验方法: 观察检查。
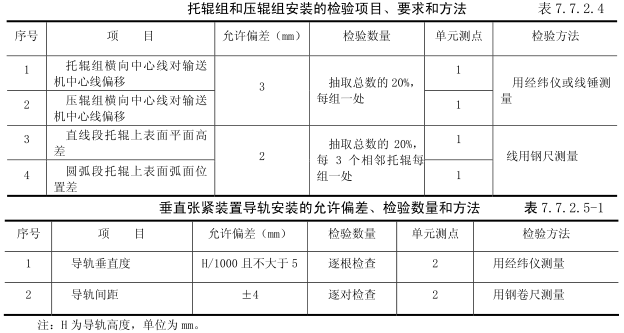
7. 7. 2. 4. 2 托辊组和压辊组安装的允许偏差、 检验数量和方法应符合表 7. 7. 2. 4 的规定。
7. 7. 2. 5 张紧装置安装的质量检验应符合下列规定。
7. 7. 2. 5. 1 垂 直 张 紧 装 置 导 轨 安 装 的 允 许 偏 差 、 检 验 数 量 和 方 法 应 符 合 表7. 7. 2. 5-1 的规定。
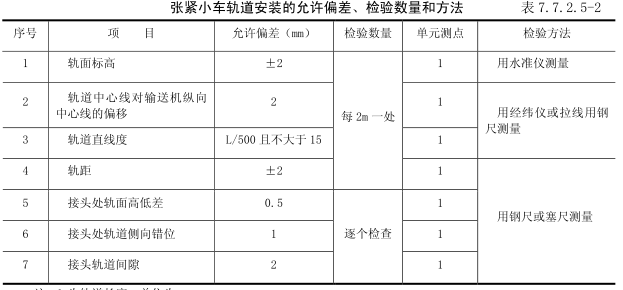
7. 7. 2. 5. 2 张紧小车轨道安装的检验项目、 要求和方法应符合表 7. 7. 2. 5-2 的规定。
7. 7. 2. 5. 3 张紧滚筒在输送带连接成环后的静态位置应满足设计要求并应符合设备技术文件的规定。
检验数量: 施工单位、 监理单位全部检查。
检验方法: 观察检查。
7. 7. 2. 6 胶带连接接头的型式应满足设计要求, 胶带硫化胶接、 冷粘胶接和机械连接的质量应符合下列规定。
7. 7. 2. 6. 1 胶带硫化胶接和冷粘胶接材料应在有效期内使用。
7. 7. 2. 6. 2 胶带硫化胶接的工艺应满足产品技术文件的规定并应符合表 7. 7. 2. 6-1的规定。

7. 7. 2. 6. 3 冷粘胶接头应加压固化处理。 固化压力和时间应符合产品技术文件的规定。
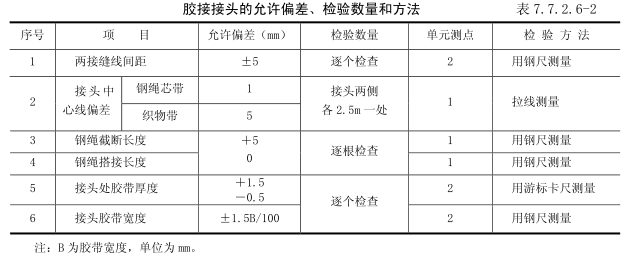
7. 7. 2. 6. 4 硫化胶接接头和冷粘胶接接头的允许偏差、 检验数量和方法应符合表7. 7. 2. 6-2 的规定。
7. 7. 2. 6. 5 机械连接接头所用材料的型号和规格应满足设计要求。 接头端部的裁切线应与胶带中心线垂直。
检验数量: 施工单位、 监理单位全部检查。
检验方法: 检查出厂质量证明文件并观察检查。
7. 7. 2. 7 各种保护检测及信号装置的型号、 规格和位置应满足设计要求。
检验数量: 施工单位全数检查。
检验方法: 观察和测量检查。
7. 7. 2. 8 电磁除铁器和金属检测器的安装应满足设计要求。
检验数量: 施工单位全数检查。
检验方法: 观察和测量检查。
7. 7. 2. 9 除水器中间架安装的质量检验应符合第 7. 7. 2. 1 条的规定, 俯仰压辊安装的质量检验应符合第 7. 7. 2. 4 条的规定。
7. 7. 2. 10 刮板清扫器的刮板和回转清扫器的刷子, 在滚筒轴线方向与输送带的接触长度不应小于带宽的 85%。
检验数量: 施工单位全数检查。
检验方法: 观察和测量检查。
7. 7. 2. 11 卸料小车和可逆配仓带式输送机轨道安装的质量检验应符合第 7. 7. 2. 5. 2款的规定。