铝合金模板成品质量检验批质量验收记录(Ⅲ)
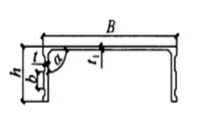
表3.3.1 铝合金挤压型材制作质量标准
|
型材 |
示意图例 |
项目 |
尺寸 |
实体允许偏差(mm) |
|
U型材 |
|
宽度 B |
≤350 |
0 -0.80 |
|
>350~600 |
0 -1.20 |
|||
|
面板厚度t1 |
— |
-0.15 |
||
|
边框高h |
65 |
±0.40 |
||
|
边框厚度t |
— |
±0.20 |
||
|
边框角度a |
90° |
0 -0.30° |
||
|
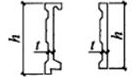
端肋 型材 |
|
高度h |
— |
±0.30 |
|
厚度t |
— |
±0.20 |
||
|
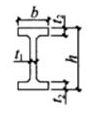
次肋 型材 |
|
高度h |
— |
±0.30 |
|
宽度b |
— |
±0.30 |
||
|
腹板厚度t1 |
— |
±0.20 |
||
|
翼缘厚度t2 |
— |
±0.20 |
||
|
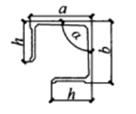
阴角 型材 |
|
宽度a |
— |
±0.40 |
|
高度b |
— |
±0.40 |
||
|
角度a |
90° |
0 -0.30° |
||
|
转角高度h |
65 |
±0.40 |
||
|
连接 角模 型材 |
|
宽度h |
65 |
±0.30 |
|
厚度h |
65 |
±0.30 |
||
|
角度a |
90° |
0 -1.00° |
||
|
厚度t |
— |
±0.20 |
注:面板厚度偏差上限由拱需双方协定。
表C.0.2 铝合金模板质量检查项目和检查方法
|
序号 |
检查项目 |
项目性质 |
检查点数 |
检查方式 |
|
|
1 |
外形尺寸 |
长度 |
主要项目 |
3 |
检查两端及中间部位 |
|
宽度 |
主要项目 |
3 |
检查两端及中间部位 |
||
|
对角线差 |
主要项目 |
1 |
检查两对角线的差值 |
||
|
面板厚度 |
主要项目 |
3 |
检查任意部位 |
||
|
边框高度 |
主要项目 |
3 |
检查两侧面的两端及中间部位 |
||
|
边框厚度 |
一般项目 |
3 |
检查两侧面的两端及中间部位 |
||
|
边框及端肋角度 |
一般项目 |
3 |
检查两端及中间部位 |
||
|
2 |
销孔 |
沿板宽度的孔中心距 |
主要项目 |
2 |
检查任意间距的两孔中心距 |
|
沿板长度的孔中心距 |
主要项目 |
3 |
检查任意间距的两孔中心距 |
||
|
孔中心与板面的间距 |
主要项目 |
3 |
检查两端及中间部位 |
||
|
孔直径 |
一般项目 |
3 |
检查任意孔 |
||
|
3 |
端肋与边框的垂直度 |
主要项目 |
2 |
直角尺一侧与板侧边贴紧检查另一边与板端的间距 |
|
|
4 |
端肋组装位移 |
一般项目 |
3 |
检查两端及中间部位 |
|
|
5 |
凸棱直线度 |
一般项目 |
2 |
检查沿板长度方向靠板侧凸棱面测量最大值,两个侧面各取一点 |
|
|
6 |
板面平面度 |
主要项目 |
3 |
检查沿板面长度方向和对角线部位测量最大值 |
|
|
7 |
焊缝 |
按现行国家标准《铝及铝合金的弧焊接头缺欠质量分级指南》GB/T22087中D级焊缝质量要求执行 |
一般项目 |
3 |
检查所有焊缝 |
|
8 |
阴角模板垂直度 |
主要项目 |
3 |
检查两端及中间部位 |
|
|
9 |
连接角模垂直度 |
主要项目 |
3 |
检查两端及中间部位 |
|
表3.3.2 模板成品质量标准
|
序号 |
检查项目 |
要求尺寸(mm) |
允许偏差(mm) |
|
|
1 |
外形尺寸 |
长度 |
≤2100 |
0 -1.00 |
|
>2100 |
0 -1.50 |
|||
|
宽度 |
≤350 |
0 -0.80 |
||
|
>350~600 |
0 -1.20 |
|||
|
对角线差 |
≤1500 |
1.00 |
||
|
>1500 |
1.50 |
|||
|
面板厚度 |
— |
-0.15 |
||
|
边框及端肋高度 |
65 |
±0.40 |
||
|
2 |
销孔 |
相邻孔中心距 |
— |
±0.30 |
|
孔中心与板面的距离 |
40 |
±0.30 |
||
|
孔直径 |
16.5 |
+0.25 0 |
||
续表3.3.2
|
序号 |
检查项目 |
要求尺寸(mm) |
允许偏差(mm) |
|
3 |
端肋与边框的垂直度 |
90° |
-0.40° |
|
4 |
端肋组装位移 |
— |
-0.6 |
|
5 |
凸棱直线度 |
— |
0.5 |
|
6 |
板面平面度 |
任意方向 |
1.0 |
|
7 |
焊缝 |
焊缝尺寸按设计要求,焊缝质量符合现行国家标准《铝及铝合金的弧焊接头缺欠质量分级指南》GB/T22087中D级焊缝质量要求 |
|
|
8 |
阴角模板垂直度 |
90° |
0 -0.30° |
|
9 |
连接角模垂直度 |
90° |
0 -1.00° |
表7.1.1 模板修复后质量标准
|
序号 |
检查项目 |
要求尺寸(mm) |
允许偏差(mm) |
|
|
1 |
外形尺寸 |
长度 |
L |
0 -1.50 |
|
宽度 |
≤350 |
0 -0.80 |
||
|
>350~600 |
0 -1.20 |
|||
|
对角线差 |
≤1500 |
1.00 |
||
|
>1500 |
1.50 |
|||
|
面板厚度 |
— |
-0.35 |
||
|
边框及端肋高度 |
65 |
±0.40 |
||
|
2 |
销孔 |
相邻孔中心距 |
— |
±0.50 |
|
孔中心与板面的距离 |
40 |
±0.50 |
||
|
孔直径 |
16.5 |
+0.50 0 |
||
|
3 |
端肋与边框的垂直度 |
90° |
-0.40° |
|
|
4 |
端肋组装位移 |
— |
-0.60 |
|
|
5 |
凸棱直线度 |
— |
0.50 |
|
|
6 |
板面平面度 |
任意方向 |
1.0 |
|
|
7 |
焊缝 |
焊缝尺寸按设计要求,焊缝质量符合现行国家标准《铝及铝合金的弧焊接头缺欠质量分级指南》GB/T22087中D级焊缝质量要求 |
||
|
8 |
阴角模板垂直度 |
90° |
0 -0.30° |
|
|
9 |
连接角模垂直度 |
90° |
0 -1.00° |
|