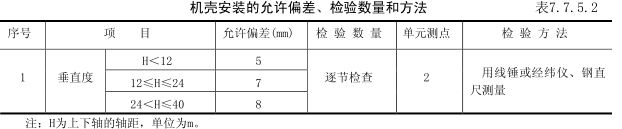
7. 7. 5. 2. 2 机壳安装的允许偏差、 检验数量和方法应符合表7. 7. 5. 2的规定。
7. 7. 5. 3 主轴的水平度偏差不应大于0. 3/1000。
检验数量: 施工单位、 监理单位全数检查。
检验方法: 用水平尺和钢直尺测量。
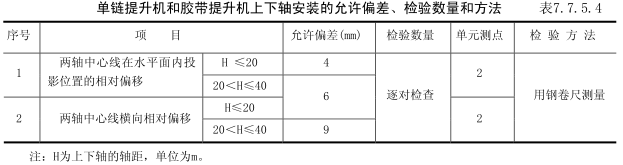
7. 7. 5. 4 单链提升机和胶带提升机上下轴安装的允许偏差、 检验数量和方法应符合表7. 7. 5. 4的规定。
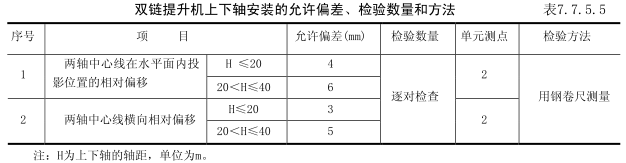
7. 7. 5. 5 双链提升机上下轴安装的允许偏差、 检验数量和方法应符合表7. 7. 5. 5的规定。
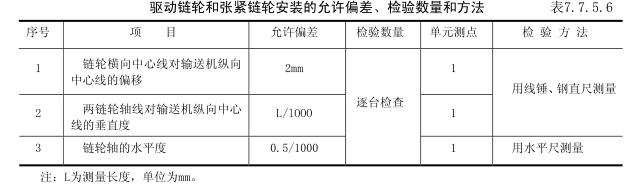
7. 7. 5. 6 驱动链轮和张紧链轮安装的允许偏差、 检验数量和方法应符合表7. 7. 5. 6的规定。
7. 7. 5. 7 料斗中心线与牵引胶带中心线的偏差不应大于5mm。
检验数量: 施工单位、 监理单位全数检查。
检验方法:检查施工记录并用线锤和钢直尺测量检查。
7. 7. 5. 8 牵引胶带接头的质量检验应符合下列规定。
7. 7. 5. 8. 1 当采用搭接法连接时, 搭接长度应跨3个料斗, 连接螺栓轴线与胶带端部的距离不应小于50mm。
7. 7. 5. 8. 2 当采用硫化胶接时, 接头的质量检验应符合第7. 7. 2. 6条的规定。
7. 7. 5. 9 张紧装置富余的张紧行程不应小于全行程的50%。
检验数量: 施工单位、 监理单位全部检查。
检验方法:检查施工记录并观察检查。