5. 7. 0. 3 铁梯的质量检验应符合第 2. 8. 8 节的有关规定
如下:
2. 8. 2. 1 系船柱制作的质量应满下列要求。
2. 8. 2. 1. 1 表面应平顺圆滑, 不得有裂缝、 严重节瘤、 铁豆、 结疤、 飞边、 毛刺和缺角。
2. 8. 2. 1. 2 底盘应平整, 无明显翘曲和节瘤、 浮渣。 螺孔应清理干净, 机加工的精度应满足设计要求。
2. 8. 2. 1. 3 系船柱铸造的质量应符合表 2. 8. 2. 1 的要求。

检验数量: 施工单位全数检验, 监理单位抽查 10%且不少于 3 件。
检验方法: 检查出厂质量证明文件和验收记录。
2. 8. 2. 2 系船柱安装所用的材料及固定构造应满足设计要求。
检验数量: 施工单位、 监理单位全部检验。
检验方法: 检查验收记录。
检验方法: 观察检查并拧试。
2. 8. 2. 4 防锈处理和油漆应满足设计要求。
检验数量: 施工单位、 监理单位全部检验。
检验方法: 观察检查。
2. 8. 2. 5 系船柱安装的允许偏差、 检验数量和方法应符合表 2. 8. 2. 5 的规定。

检验数量: 施工单位、 监理单位全部检验。
检验方法: 检查出厂质量证明文件和验收记录。
2. 8. 4. 4 悬挂式护舷的连接卡具应锁紧。
检验数量: 施工单位全数检验, 监理单位抽查 10%且不少于 3 件。
检验方法: 观察检查。
2. 8. 4. 5 橡胶护舷安装的允许偏差、 检验数量和方法应符合表 2. 8. 4. 5 的规定

主要检验项目
2. 8. 5. 1 护舷的材质和规格应满足设计要求, 钢护舷的制作和焊接应符合第 2. 2 章的有关规定, 护舷加工的质量应符合表 2. 8. 5. 1 的规定。
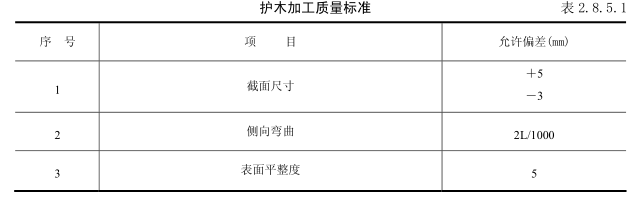
注: L 为护木长度, 单位为 mm
检验数量: 施工单位应全数检验, 监理单位抽查 10%且不少于 3 件。
检验方法: 检查检验记录。
2. 8. 5. 2 护舷及铁件应按设计要求进行防腐处理。
检验数量: 施工单位、 监理单位全部检验。
检验方法: 观察检查。
2. 8. 5. 3 护舷的固定构造应满足设计要求。 螺母应满扣拧紧。 螺栓顶端应缩进护舷内50mm。
检验数量: 施工单位全数检验, 监理单位抽查 10%且不少于 3 件。
检验方法: 观察检查并拧试。
检验数量: 施工单位、 监理单位全部检验。
检验方法: 观察检查。
2. 8. 5. 5 护舷安装的允许偏差、 检验数量和方法应符合表 2. 8. 5. 5 的规定。

检验数量: 施工单位、 监理单位全数检验。
检验方法:检查出厂质量证明文件和检验报告。
2. 8. 8. 2 铁梯制作和焊接的质量应符合第 2. 2 章的有关规定。2. 8. 8. 3 铁梯安装预埋件的规格、 数量和间距应满足设计要求, 铁梯与埋件的连接必须牢固、 可靠。
检验数量: 施工单位、 监理单位
全部检验。 检验方法: 观察检查。2. 8. 8. 4 铁梯制作及安装的允许偏差、 检验数量和方法应符合表 2. 8. 8. 4 的规定。
