主要检验项目
10. 9. 2. 1 钢材的品种、 规格和性能等应满足设计要求, 并应符合国家现行有关标准的规定; 进口钢材产品的质量应满足设计和合同规定的要求。
检验数量: 施工单位、 监理单位全数检查。
检查方法: 检查出厂质量证明文件和复验报告, 必要时抽样检查。
10. 9. 2. 2 焊接与高强螺栓连接的质量应符合第 2. 2. 2 节和第 2. 2. 3 节的有关规定。检验数量: 施工单位、 监理单位全数检查。
检验方法: 检查超声波或射线探伤记录并观察检查。
10. 9. 2. 4 闸门浮箱的密封性试验应满足设计要求。检验数量: 施工单位、 监理单位全数检查。
检验方法: 检查试验报告并观察检查。
10. 9. 2. 5 分节制作的闸门在现场拼装成整体后, 应对连接质量进行检查。 焊接质量应符合第 2. 2. 2 节和第 2. 2. 3 节的有关规定; 螺栓连接应均匀拧紧, 节间橡皮压缩量应满足设计要求。检验数量: 施工单位、 监理单位全部检查。
检验方法: 检查检测报告并观察检查。 对螺栓连接必要时采用测力扳手检查。
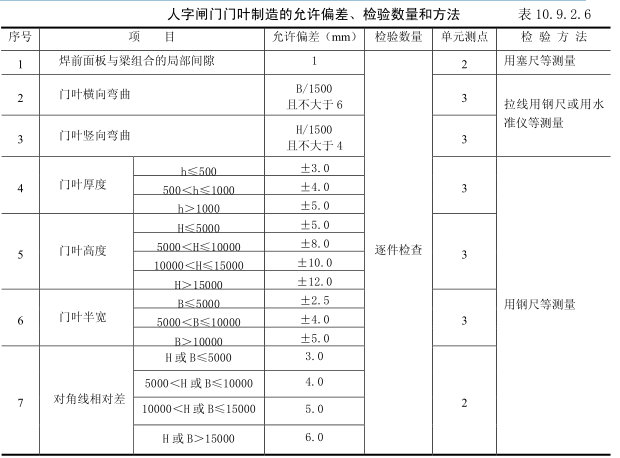
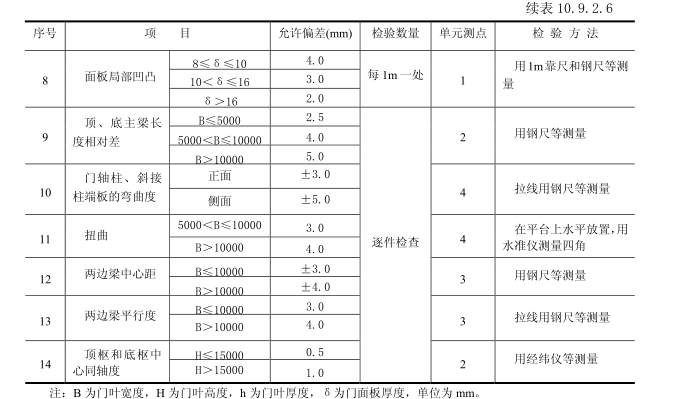
10. 9. 2. 6 人字闸门门叶制作的允许偏差、 检验数量和方法应符合表 10.9.2.6 的规定
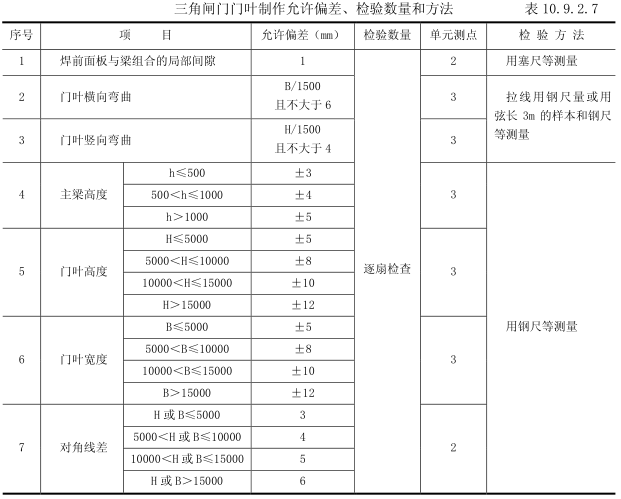
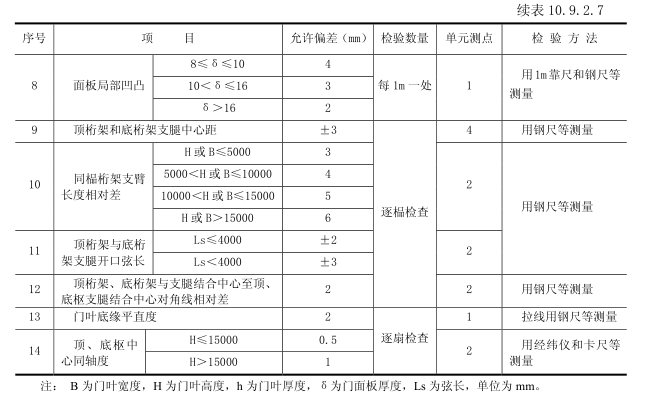
1 0. 9. 2. 7 三角闸门门叶制作的允许偏差、 检验数量和方法应符合表 10.9.2.7 的规定
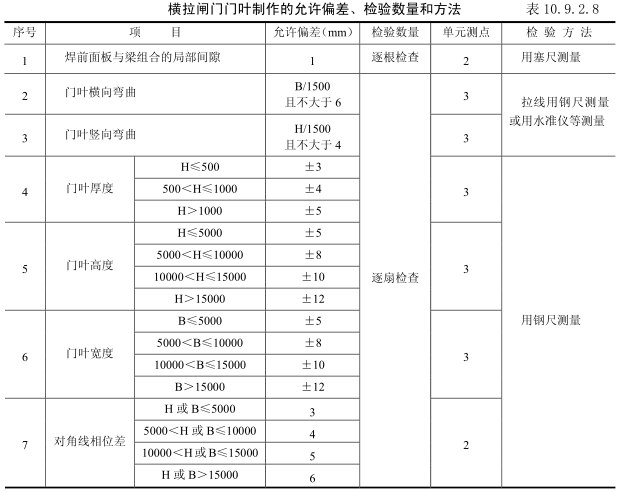
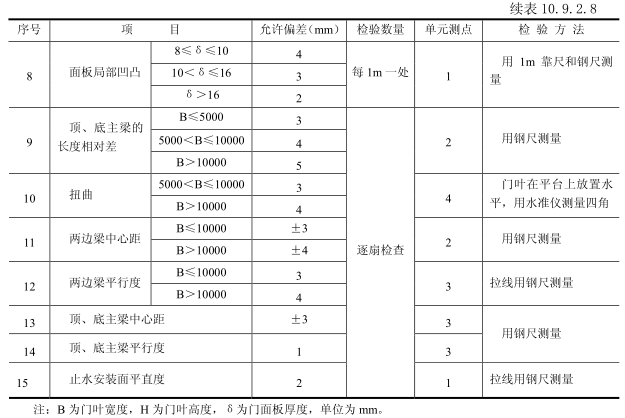
1 0. 9. 2. 8 横拉闸门门叶制作质量的允许偏差、 检验数量和方法应符合表 10.9.2.8 的规定。
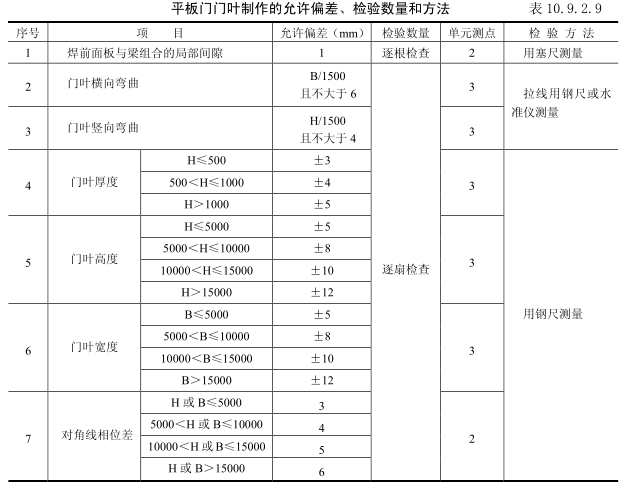
1 0. 9. 2. 9 平板门门叶制作的允许偏差、 检验数量和方法应符合表 10.9.2.9 的规定。

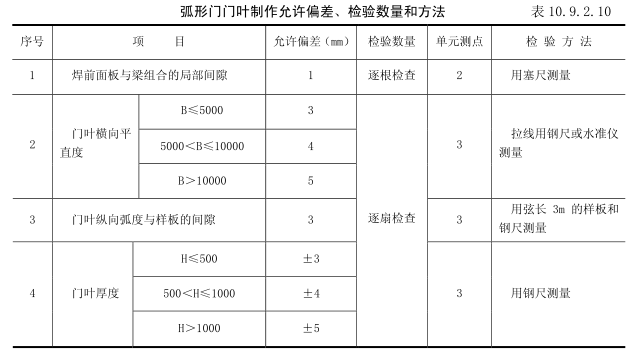
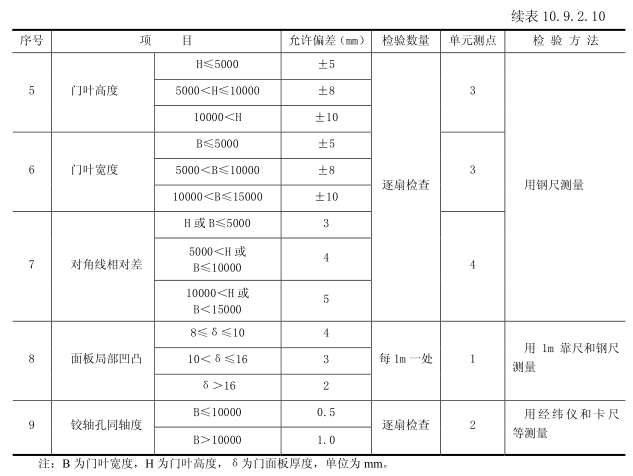
10. 9. 2. 10 弧形阀门门叶制作的允许偏差、 检验数量和方法应符合表 10.9.2.10 的规定。
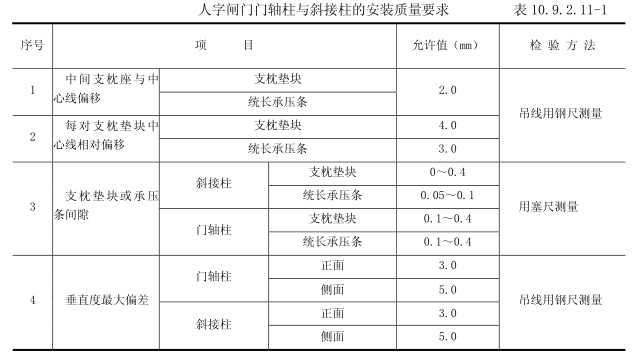
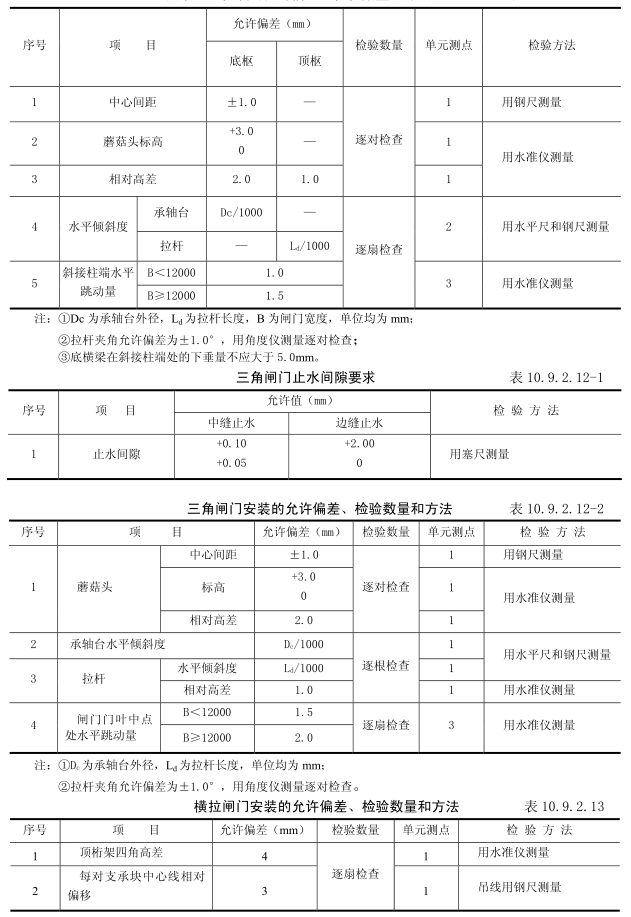
10. 9. 2. 11 人字闸门的安装质量应符合表 10.9.2.11-1 和表 10.9.2.11-2 的规定。
10. 9. 2. 12 三角闸门支承、 止水间隙安装质量应符合表 10.9.2.12-1 和表 10.9.2.12-2 的规定。
10. 9. 2. 13 横拉闸门安装的允许偏差、 检验数量和方法应符合表 10.9.2.13 的规定。
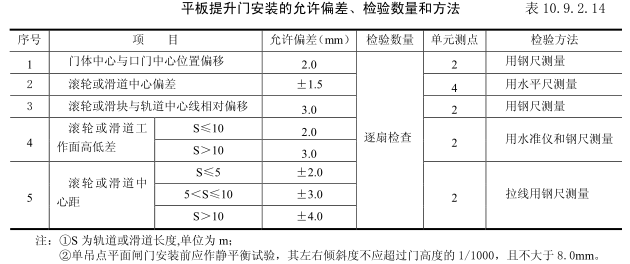
10. 9. 2. 14 平板提升门安装的允许偏差、 检验数量和方法应符合表 10.9.2.14 的规定。
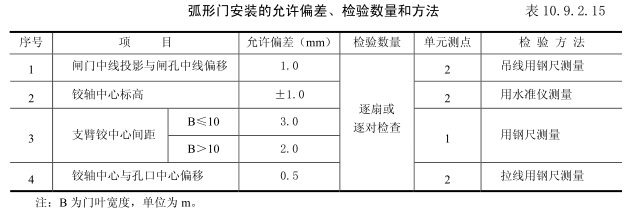
10. 9. 2. 15 弧形门安装的允许偏差、 检验数量和方法应符合表 10.9.2.15 的规定
10. 9. 2. 16 事故门与检修门安装的叠放次序和预拱度应满足设计要求, 事故门与检修门安装的质量应符合 10.9.2.14 的规定。